AGGRAFFING MACHINES
Crimping is done by suitable machines called crimping machines, and is widely used to produce large-diameter sheet metal pipes, such as those for flues, gutter downspouts, and cans or tins for the canning industry. Seaming can be linear, as for pipes, or on different shapes, as on certain containers, where it is done with special roller seaming machines.
LINEA V16 AUTOMATICA
LINEA V16 AUTOMATICA
LINEA AGGRAFFATRICE CALINI V16 AUTOMATICA
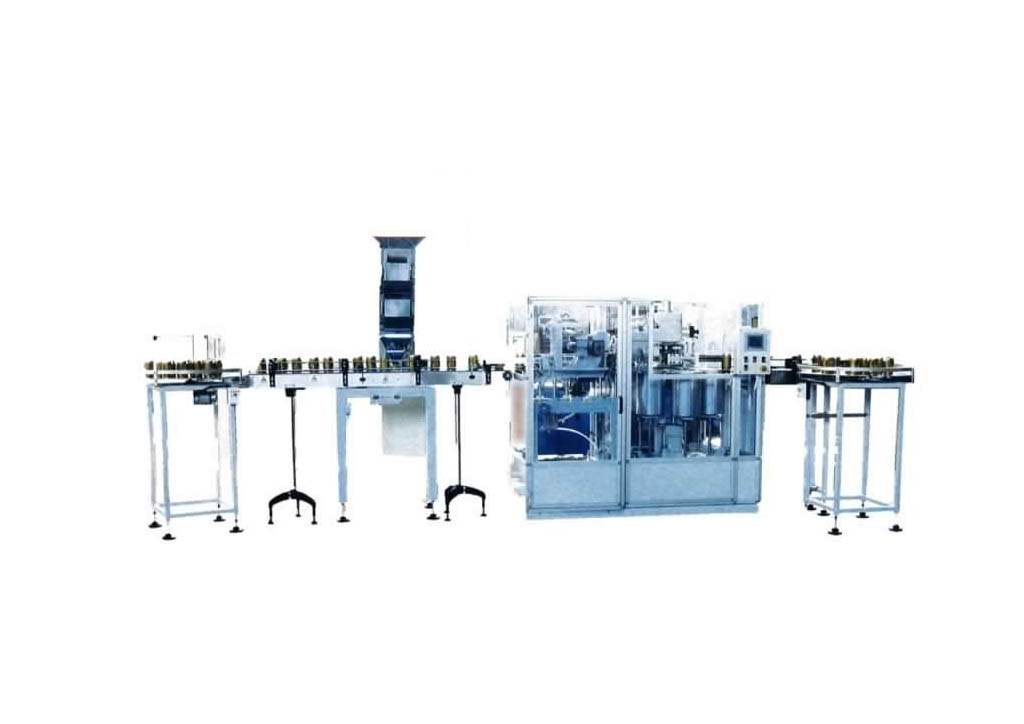
Fully automatic seaming line for cans consisting of a feeding system for empty cans, electronic double weigher, automatic vacuum seamer V16 A and accumulation systems for processed tins.
The line is suitable for vacuum and / or under vacuum with gas and it is able to process automatically tins from 125g to 1000g of coffee. Tins of 3 kg can be processed semi-automatically.
Working: machine with single seaming head. The sequence of operations is fully automatic for cans up to 1000g. For cans of 3kg the operation is semi-automatic, as one operator has to feed the tins on the lifting plate, while the seaming process is automatic.
Output: up to 14 tins per minute
Tins feeding: empty tins up to 1000g, starting from a rotary table, pass on a conveyor belt toward the weighing and filling station. Afterwards, tins are guided into the vacuum seamers and, after the seaming process, on the collecting rotary table.
As for 3kg tins, the operator feeds them manually onto the rotor cups system that, with intermittent rotation, moves the tins into the vacuum chamber.
Lids feeding for up to 1000g tins: lids are placed automatically on each tin after the automatic code marking.
Lids feeding for 3 Kg. tins : the operator puts the lids manually onto the tins.
Vacuum process: the vacuum process is progressive and obtained by means of a hard vacuum pump.
A vacuum gauge is used to set the vacuum value to be achieved.
The machine can be equipped with gas injection device, if required.
Seaming: after the vacuum, two rollers carry out the seaming process.
The seaming head consists of mandrel, bottom lids centering device, two rollers for first and second seaming process.
Tins ejection: after the vacuum process, tins are ejected onto a motorised belt that feeds the last rotary table.
The display for the control of the machine is placed on the front side and all seaming operations are controlled by PLC.
MP V16 SEMIAUTOMATIC
MP V16 SEMIAUTOMATIC

V16 CALINI VACUUM SEAMERS
Working: Machine with single seaming head, operating semi-automatically. An operator is required to feed the tins manually, while the vacuum seaming process is automatic.
Output: up to 14 tins per minute.
Tins feeding: the operator feeds the tins manually into the rotor cups system that, with intermittent rotation, moves the tins into the vacuum chamber.
Lids feeding: the operator puts the lids onto the tins.
Vacuum process: the vacuum process is progressive and obtained by means of a hard vacuum pump.
A vacuum gauge is used to set the vacuum value to be achieved.
The machine can be equipped with gas injection device, if required.
Seaming: after the vacuum, two rollers carry out the seaming process.
The seaming head consists of mandrel, bottom lids centering device, two rollers for first and second seaming process.
Tins ejection: after the vacuum process, tins are ejected on a chute.
The display for the control of the machine is placed on the front side and all seaming
operations are controlled by PLC.
MP V8 SEMIAUTOMATIC
MP V8 SEMIAUTOMATIC

V8 CALINI SEAMERS MACHINERY
Working: Machine with single seaming head, the tin is fixed, running semi-automatic, as the operator is required to feed the tins and start the vacuum seaming process.
Output: up to 8 tins/minute.
Tins feeding: the operator feeds the tins manually.
Lids feeding: the operator put the lids onto the tin.
Vacuum: the vacuum process is progressive and obtained by means of a vacuum pump.
A vacuum gauge is used to set the vacuum value to be achieved.
The machine can be equipped with gas injection device, if required.
Seaming: after the vacuum station, two rollers make the seaming.
The seaming head consists of: mandrel, bottom lids centring device, two rollers for first and second seaming process.
Tins ejection: after the vacuum process, the tins is moved aside by means of a pneumatic system in order to keep the lifting plate free and ready for the next tin. The ejection may be automatic for small and medium size tins through an exit chute and manual for big tins.
The display for the control of the machine is placed on the front side of the machine and all seaming operations are controlled by PLC.